Calculate the Minimum Bending Edge for Sheet Metal
When it comes to precision in sheet metal fabrication, understanding the intricacies of bending is crucial. Ever wondered how to…

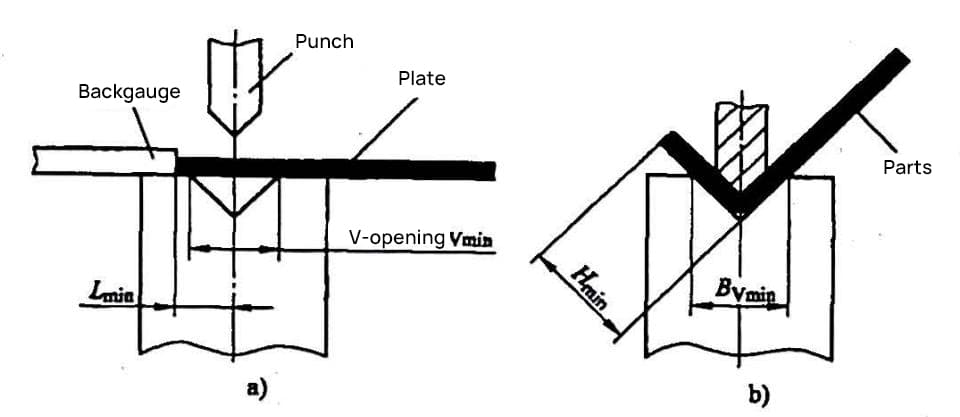
The key factor affecting the bend height of the bending machine is the groove width of the die. The minimum bend height in V-bending is shown in Figure 1. The starting state of a simple V-bending is shown in Figure 1a.
From the figure, we can see that when the bending allows the minimum dimension Lmin from the bending line (symmetrical line of the die groove) to the edge of the sheet to be bent, the minimum limit dimension of the bending machine bend height, or the minimum bend height Hmin, is as shown in Figure 1b.
Therefore, the minimum bend height of the bending machine is determined by the groove width of the die.
1) We can determine the minimum value Bvmin of the die groove width required for bending of different sheet thicknesses t according to formula (2-1).
Example 2-1:
Calculate the minimum die groove width Bvmin that can be used when bending a material with a sheet thickness t=1.5mm.
Solution: Take Kb=6, substitute t=1.5mm into formula (2-1), and get Bvmin = 6 x 1.5mm = 9mm. Compare with the specifications of the die groove width above, and you can choose a lower die with a groove width of 10mm (or 8mm).
2) From the starting state diagram of bending, we can see that the minimum dimension Lmin from the bend line (symmetrical line of the die groove) to the edge of the sheet is limited by the minimum value Bvmin of the groove width. Lmin must be greater than Bvmin/2. Through experiments, it is proven that:
Lmin= Bvmin/2 + f (2-2)
Where f is an empirical value (mm), usually take f>0.5~1.
3) The relationship between the minimum dimension Lmin from the bend line (symmetrical line of the die mouth) to the edge of the sheet in V-bending (90°) and the minimum bend height H is as follows:
Hmin=Lmin+t-x/2.
Substituting formula (2-2) into this formula gives the calculation formula for the minimum bend height in V-bending:
Hmin=(Bvmin-x)/2+f+t (2-3)
Where Hmin is the minimum bend height (mm); x is the correction value of the bending R part (mm). When φ=90° bending does not use the pressure plate, see Table 1 for the correction value of the R part. When φ=90° bending uses the pressure plate, see Table 2-2 for the positive value of the R part.
Table 1 Correction value x of the R part when φ=90° bending does not use the pressure plate (unit: mm)
| Bending radius r | Material thickness t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | |
| 0.25 | 0.08 | 0.1 | 0.27 | 0.38 | / | / | / | / | / | / | / | / | / | |
| 0.5 | 0.13 | 0 | 0.17 | 0.28 | 0.56 | / | / | / | / | / | / | / | / | / |
| 0.75 | 0.23 | 0.11 | 0.06 | 0.18 | 0.46 | 0.76 | / | / | / | / | / | / | / | / |
| 1 | 0.33 | 0.22 | 0.04 | 0.07 | 0.36 | 0.68 | 1 | / | / | / | / | / | / | / |
| 1.25 | 0.44 | 0.32 | 0.14 | 0.03 | 0.26 | 0.58 | 0.92 | 1.27 | / | / | / | / | / | / |
| 1.5 | 0.54 | 0.43 | 0.25 | 0.13 | 0.16 | 0.5 | 0.84 | 1.2 | 1.58 | / | / | / | / | / |
| 1.75 | 0.64 | 0.53 | 0.35 | 0.22 | 0.07 | 0.4 | 0.75 | 1.12 | 1.51 | 1.87 | / | / | / | / |
| 2 | 0.74 | 0.64 | 0.46 | 0.32 | 0.01 | 0.32 | 0.66 | 1.04 | 1.44 | 1.81 | 2.14 | / | / | / |
| 2.5 | 0.96 | 0.85 | 0.67 | 0.54 | 0.24 | 0.12 | 0.47 | 0.87 | 1.28 | 1.65 | 2 | 2.3 | 2.58 | |
| 3 | 1.18 | 1.06 | 0.87 | 0.75 | 0.44 | 0.07 | 0.29 | 0.7 | 1.1 | 1.49 | 1.85 | 2.16 | 2.48 | 2.64 |
| 3.5 | 1.41 | 1.28 | 1.09 | 0.97 | 0.65 | 0.29 | 0.09 | 0.51 | 0.92 | 1.31 | 1.68 | 2.01 | 2.38 | 2.5 |
| 4 | 1.66 | 1.54 | 1.33 | 1.2 | 0.87 | 0.51 | 0.19 | 0.3 | 0.71 | 1.12 | 1.5 | 1.84 | 2.16 | 2.32 |
| 4.5 | 1.93 | 1.78 | 1.58 | 1.44 | 1.11 | 0.75 | 0.34 | 0.08 | 0.48 | 0.92 | 1.3 | 1.64 | 1.98 | 2.3 |
| 5 | 2.22 | 2.06 | 1.88 | 1.73 | 1.4 | 1.03 | 0.62 | 0.22 | 0.22 | 0.66 | 1.04 | 1.4 | 1.74 | 2.08 |
Note:
Table 2 When φ=90° and a press plate is used for bending, the correction value x for the R portion (Unit: mm)
| Bending radius r | Material thickness t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | 6.0 | |
| 0.25 | 0.03 | 0.17 | 0.27 | 0.53 | 0.82 | 1.08 | 1.37 | 1.67 | 1.92 | 2.15 | 2.36 | 2.54 | 2.73 | |
| 0.50 | 0.13 | 0.10 | 0.20 | 0.46 | 0.74 | 1.02 | 1.31 | 1.60 | 1.87 | 2.11. | 2.33 | 2.52 | 2.68 | |
| 0.75 | 0.22 | 0.03 | 0.13 | 0.38 | 0.67 | 0.95 | 1.25 | 1.55 | 1.82 | 2.05 | 2.28 | 2.48 | 2.65 | |
| 1.00 | 0.30 | 0.20 | 0.32 | 0.60 | 0.89 | 1.17 | 1.48 | 1.76 | 2.00 | 2.24 | 2.42 | 2.62 | ||
| 1.25 | 0.38 | 0.28 | 0.13 | 0.23 | 0.52 | 0.81 | 1.10 | 1.40 | 1.68 | 1.95 | 2.18 | 2.40 | 2.56 | |
| 1.50 | 0.46 | 0.37 | 0.22 | 0.16 | 0.45 | 0.73 | 1.12 | 1.34 | 1.63 | 1.83 | 2.31 | 2.35 | 2.52 | |
| 1.75 | 0.56 | 0.46 | 0.30 | 0.07 | 0.37 | 0.66 | 0.96 | 1.27 | 1.55 | 1.83 | 2.07 | 2.30 | 2.46 | |
| 2.00 | 0.64 | 0.54 | 0.38 | 0.28 | 0.29 | 0.58 | 0.88 | 1.18 | 1.48 | 1.75 | 2.00 | 2.24 | 2.33 | |
| 2.50 | 0.82 | 0.72 | 0.56 | 0.46 | 0.10 | 0.41 | 0.70 | 1.02 | 1.33 | 1.60 | 1.87 | 2.10 | 2.19 | |
| 3.00 | 1.00 | 0.92 | 0.76 | 0.66 | 0.40 | 0.22 | 0.52 | 0.85 | 1.16 | 1.44 | 1.72 | 1.96 | 2.05 | |
| 3.50 | 1.20 | 1.10 | 0.94 | 0.83 | 0.57 | 0.03 | 0.35 | 0.67 | 0.98 | 1.27 | 1.55 | 1.80 | 1.88 | |
| 4.00 | 1.40 | 1.30 | 1.14 | 1.04 | 0.77 | 0.48 | 0.16 | 0.48 | 0.80 | 1.10 | 1.38 | 1.63 | 1.72 | |
| 4.50 | 1.60 | 1.48 | 1.33 | 1.23 | 0.95 | 0.67 | 0.36 | 0.30 | 0.61 | 0.90 | 1.20 | 1.45 | 1.54 | |
| 5.00 | 1.78 | 1.68 | 1.53 | 1.43 | 1.16 | 0.87 | 0.56 | 0.10 | 0.42 | 0.73 | 1.00 | 1.27 | 1.50 | |
Note:
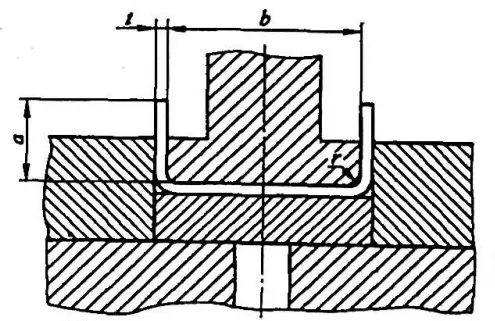
In the formula a— edge length excluding material thickness (mm);
Example 2-2 Using a lower die with a groove width of 10mm and a bending knife of r0=1 on the upper die, bend a V-shaped part with a plate thickness of t=1.5mm and φ=90°. Calculate the minimum bending edge height Hmin for machining this part on the folding machine (as shown in Figure 1b).
[Solution] From formula (2-3), the minimum bending edge height of the part is
Hmin=[10-0.36)/2+0.5+1.5]mm=6.82mm
4) Recommended minimum bending edge height for cold rolled thin steel plate, see Table 3.
Table 3 Recommended Minimum Bending Edge Height (Unit: mm)
| Serial Number | Material Thickness t | V-die Slot Width Bv | Bending Knife Edge Radius r0 | Minimum Bend Height Hmin |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0.8 or 0.2 | 3.7 |
| 4 | 1.0 | 6· | 1 or 0.2 | 4.4 |
| 5 | 1.2 | 8(or 6) | 1 or 0.2 | 5.5(or 4.5) |
| 6 | 1.5 | 10(or 8) | 1 or 0.2 | 6.8(or 5.8) |
| 7 | 2.0 | 12 | 1.5 or 0.5 | 8.3 |
| 8 | 2.5 | 16(or 14) | 1.5 or 0.5 | 10.7(or 9.7) |
| 9 | 3.0 | 18 | 2 or 0.5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Note: